-
-
If the DR-L connectors have a second crimping point in the component application, they can be used on solid conductors. Since the DR connectors are designed shorter and only allow one crimping point, the component application cannot be used for solid conductors. The common crimping pliers have 2 crimping points in the jaws, i.e. on the DR-L, the pliers are applied 2x for left and right. On the DR, the pliers are pressed on both sides with 1x pressing operation. The EASY-FIX system application is in turn available on solid conductors.
-
-
There is currently no approval for use in areas subject to explosion hazard.
-
-
As long as only the cable sheath (external plastic) has been damaged, the insulation tape can be used as a temporary protection. It does not create a secure seal against moisture. However, if the base insulation is also damaged, simple insulation tape is no longer sufficient. In this case, it is recommended to use a gel, cat resin or heat shrinkable cable joint. The same applies to damages to the core.
-
-
BBC Cellpack's polyurethane-based sealing compounds are susceptible to petrol, which can affect their properties.
-
-
Organic fertilisers are composed of different chemical substances, such as ammonia or nitrate in varying concentrations. As a result, it is not possible to carry out a meaningful test of the sets with regard to organic fertilisers.
-
-
Are gel joints from the EASYCELL®, EASY-PROTECT and EASY-PROTECT Inline product range are designed for single use only.
-
-
The SHE house connection point is not suitable for feed-through in floor slabs.
-
-
The self-sealing tapes with UV stabilisation offered by BBC Cellpack are specified in the overview table in the catalogue.
UV-resistant is generally used as a colloquial term to indicate that the properties of a material do not change at all or not significantly due to UV irradiation. UV-stabilised specifies relevant ambient conditions (e.g. (e.g. irradiance and irradiation duration). UV irradiation can alter the properties of the tapes within acceptable limits.
-
-
To create a safe electrical connection, a minimum distance of 5 mm is compulsory for low voltage (up to 1 kV) between the terminals / cores and plastic shell and/or housing of the branch box. This 5 mm distance also applies to gaps between individual non-insulated connectors. Individual measurement sin the BBC Cellpack assembly instructions may vary according to product.
-
-
The joint can be used straight after casting and/or when live. The relevant provisions “Working with live parts” must be complied with.
-
-
Heat shrinkable components are components that shrink back to their original production state when heat is applied, such as spreader caps, end caps, hoses, or sleeves. A hot-air blower can be used for shrinking. The heat input, however, is lower compared to a gas burner. This prolongs the duration of the shrinking process. The settings and nozzle must be individually selected depending on the hot-air blower used. It is important to make sure that the surface of the shrinkable tube is not burned.
If it is a hose with hot melt adhesive (SRH...), the adhesive will slowly flow out at both ends. Uniform wall thicknesses and straight labelling are important indicators for correct shrinkage.
-
-
The formulas of most 2-component cast resins have components with different properties. Using the cast resin within the best-before date guarantees safe handling and ensures that the functions work properly when used properly. The mixture may still work once the best-before date has been exceeded. However, the properties may deviate.
-
-
The EASYCELL joints can be mounted in a range from -10°C to +60°C. As with all other joints, care must also be taken that there is no moisture in the entire gel joint area, snow and ice included.
-
-
This generally does not prove a problem as long as the housing has been sealed when casting and/or the cat resin cannot escape after the casting until it has hardened.
-
-
As there are a multitude of crimping pliers, this application primarily depends on the tool used.
We therefore recommend to check and approve this application yourself.
-
-
All EASYCELL® joints are tested in accordance with test standard DIN EN 50393. This standard requires for the load to be changed with 0.1 bar water pressure. This means that the joint can be used in water depths of up to 1m. The assembly specifications must be complied with at all times. Deeper applications can be agreed with the manufacturer, but have to be tested separately
-
-
Such joints cannot be subsequently filled with cast resin, since proper casting cannot be guaranteed.
(Various environmental conditions, such as temperature, humidity or dirt affect the result. These conditions have not been checked.)
-
-
Our joints go through extensive tests, such as test standard DIN EN 50393. We thus guarantee that our joints function permanently and are safe. We seriously discourage you from making your own joint so that you do not have to assume responsibility.
-
-
Thanks to their design, the joint shell and the associated branch-off block are suitable for one continuous main cable and one branch cable.
-
-
Public swimming pool water contains a certain concentration of chlorine. This point falls under the term “resistant to chemical effects”. This means that tests with the actual chlorine content and/or composition of the water (e.g. thermal water) are necessary. Of course it has to be assumed that the components have been properly assembled and used as specified.
-
-
Yes, EASYCELL 3V, 4V and 5V can be combined with CU conductors and AL conductors, since they have a tin-plated connection block with separator.
-
-
This use is generally possible. However, it has to be ensured that sufficient gel is displaced. This means that both gel surfaces must close around the cable end to ensure a seal against moisture.
-
-
The responsible person in the network is responsible for deciding whether a cable sheath can be repaired. This depends on the damage and the properties the cable sheath satisfies. In general, a cable may only be repaired with a sleeve if the damage affects only the outer cable sheath. If additional damage to the core insulation is detected, repairs by means of a sleeve are not permitted. The cable must then be repaired as a complete system, either with additional insulating and sealing components over the damaged core(s) or, if necessary, by installing a straight-through joint over the damaged cable section.
If it decided to use shrinkable sleeves, the sleeve should be selected according to the values mentioned in the catalogue. The operating voltage of the cable is not the deciding factor when selecting the right sleeve. The function of sleeves is described as follows - restoration of the outer cable sheath in its three functions insulation, protection against moisture and mechanical protection.
-
-
Straight-through joints are designed for butt jointing two cables. Branch joints, on the other hand, are intended for a main conductor (which is not cut) and an outgoing cable. It is very difficult to join all three cable ends in one joint due to the lack of volume inside the shell and the need for special connectors. In addition, BBC Cellpack's standard joints were not designed for this application. We recommend using the following constellation to ensure a reliable and secure connection:

One exception to this rule are the two cast resin branch joints T1/EG/V/WAGO and Y1/EG/V/WAGO. They can be used to connect or branch three cable ends with up to 5x 0.5mm² - 5x 4mm² in one joint. The set contains 5 pieces of each WAGO COMPACT 221-413 series splicing connector.

-
-
Cellpack SR(H), SRAT, SRBB hoses do not contain chlorine (or any other halogen-containing materials), sulphur, heavy metals or substances that are hazardous to health. A corresponding RohS and Reach conformity confirmation is available for the respective component.
-
-
The BBC Cellpack gel products are made from cross-linked silicone. As soon as the silicone has cross-linked, the tolerance is not limited.
-
-
A cast resin joint can generally be used for this if the minimum distances are complied with. It is a little more difficult, but generally possible, to seal the flat cable into the round infeed of the shell. Heat shrinkable and gel cable joints are less suitable for this job due to the flat cable.
-
-
There are different options:
1) Copper press cable lugs in accordance with DIN 46235 and aluminium press cable lugs in accordance with DIN 46239 are pressed using the hex method in accordance with DIN 48083. The press insert to be used depends on the external diameter, which is always stated on the component. The pressing process evenly deforms the individual cores, thus creating a stable electrical and mechanical connection.
2) If the cable lug is specific to a manufacturer (so-called tube cable lug), it is only permissible for the copper area and cable class 2 in accordance with DIN 60228 in most cases. In such case, the system specific to the manufacturer must always be used.
In both cases, the pressing process starts from the centre of the bore hole (as marked) and continues toward the cable. The pressing makes the connector a little longer. A pressing excess of 5 mm (Cu) and 10 mm (Al) is therefore accounted for when preparing the cable.
-
-
There are different options:
1) Copper press connectors in accordance with DIN 46267-1 and aluminium press connectors in accordance with DIN 46267-2 are pressed using the hex method in accordance with DIN 48083. The press insert to be used depends on the external diameter, which is always stated on the component. The pressing process evenly deforms the individual cores, thus creating a stable electrical and mechanical connection.
2) If the press connector is specific to a manufacturer (so-called butt splice-connector), the manufacturer’s instructions must always be complied with.
In both cases, the pressing process starts from the centre of the connector (as marked) and continues toward the cable. The pressing makes the press connector a little longer. A pressing excess of 5 mm (Cu) and 10 mm (Al) is therefore accounted for when preparing the cable.
-
-
For screw connectors with shear bolts, all bolts must be tightened in sequence during assembly.
If there are two bolts per cable side, the bolt toward the cable is then sheared off first followed by the bolt to the centre of the connector. For screw connectors with just one bolt each, these must be tightened evenly until shearing off.
-
-
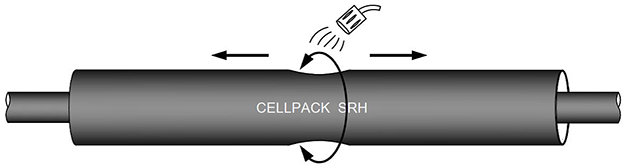
Firstly, position the shrinkable tube. Initially set the blow torch to a soft yellow flame. Now start the heating process from the centre and radiating outward. Continue this movement whilst initially shrinking one full side. Now change back to the centre and repeat the process on the other side.
If the tube contains hot melt adhesive (SRH...), the adhesive slowly escapes at both ends. Important indicators that the shrinking process has been completed correctly are even wall strengths and straight labelling. Below is an image from straight-through joint assembly instructions:
-
-
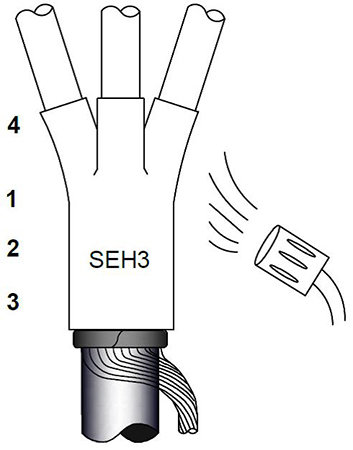
Firstly, position the spreader cap on the cable joint. Initially set the blow torch to a soft yellow flame. Now start heating up the interstice (1) radially. Continue this movement whilst shrinking the shaft (2+3) toward the cable sheath. Now change back to the shaft and evenly shrink the fingers (4) toward the core; also heat up the inside of the splice. The adhesive slowly escapes at the end of the shaft and the spreader fingers after a short period. Important indicators that the shrinking process has been completed correctly are even wall strengths and straight labelling.
-
-
Unused cast resin hardens in the bag. Once fully hardened and as long as components A and B have been fully mixed, it can be simply discarded with the residual waste.
-
-
A tube is initially extruded from polyolefin pellets. Depending on the type of tube, the hot melt adhesive is introduced in this step (co-extruded). The tubes are then electron beam cross linked. This changes the molecular structure and the tubes receive a “memory”. In another work step with heat supply, the tube is expanded to the required diameter, then cooled down and cut. When heating up, the tube “remembers” its original state and shrinks back.
-
-
This is used for easily feeding cables and cores through walls in buildings.
Simply put, it is a shrinkable tube that is positioned on a formative metal spiral. Once installed, the cable is pushed through the duct in the house and sealed by simply heating up the ends of the house duct. This is the assembly process:
First drill a hole through the brickwork. It is recommended to refer to the BBC Cellpack data sheet to ensure that the right drill bit with the right diameter is being used. The cable centering aid can be used for aligning the house connection point. When the distances are correct, the sealing compound can be prepared. Like the cast resin, it is mixed in a two-chamber bag but has a much quicker reaction time. A homogenous sealing is now created with a spatula. Due to the shorter processing time, a separate bag can be used for the inside and outside.
-
-
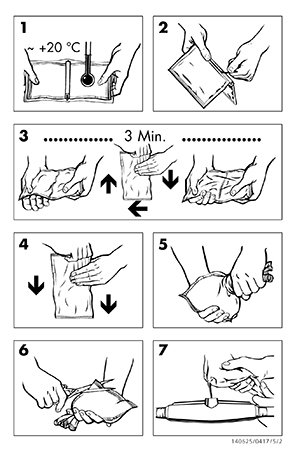
STEP 1: Ideally, the bag has a temperature of around 20 °C.
STEP 2: Before starting the mixing process, the separator between resin and hardener has to be removed. The sealed mixing bag makes contact with the two components impossible.
STEP 3: During the mixing process, both components must be mixed until one homogenous mass as best as possible. The times specified in the processing instructions, 3 minutes, must be complied with.
STEPS 4+5: It is not enough to simply sway or shake the bag. To prevent cast resin losses as much as possible, it is recommended to spread the cast resin from the corners and roll up the empty end.
STEPS 6+7: Afterwards, one corner of the bag can be cut open to pour the cast resin into the joint. Below is an image of the assembly instructions with the separate steps:
-
-
In the assembly instructions for the VASMI and SMHF telecommunication joints, this step is described as follows:
A) Preparing the cables
Overlap the cables as shown in drawing:
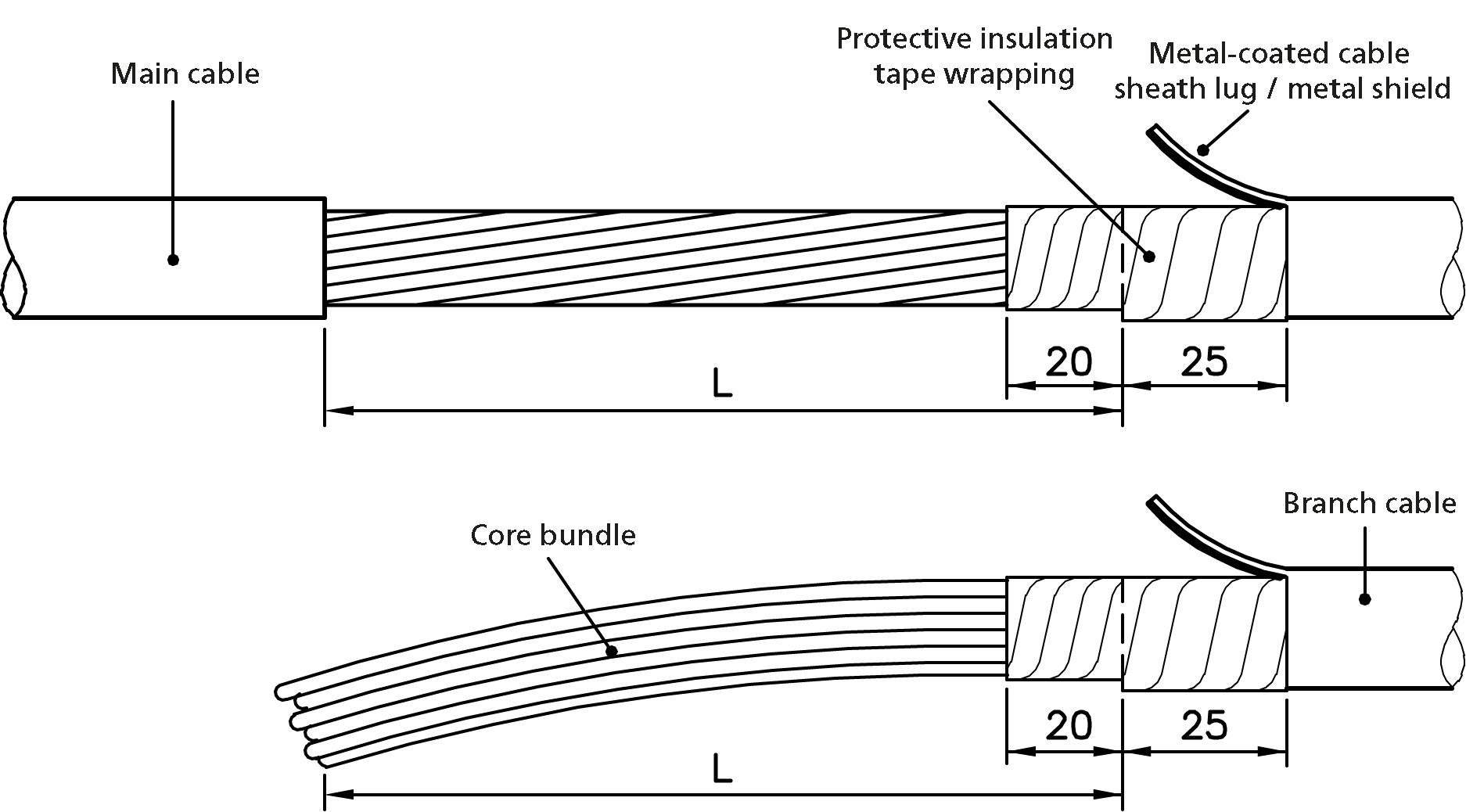
The cables are prepared exactly like the straight-through joints, depending on cable type.
B) Screen connection
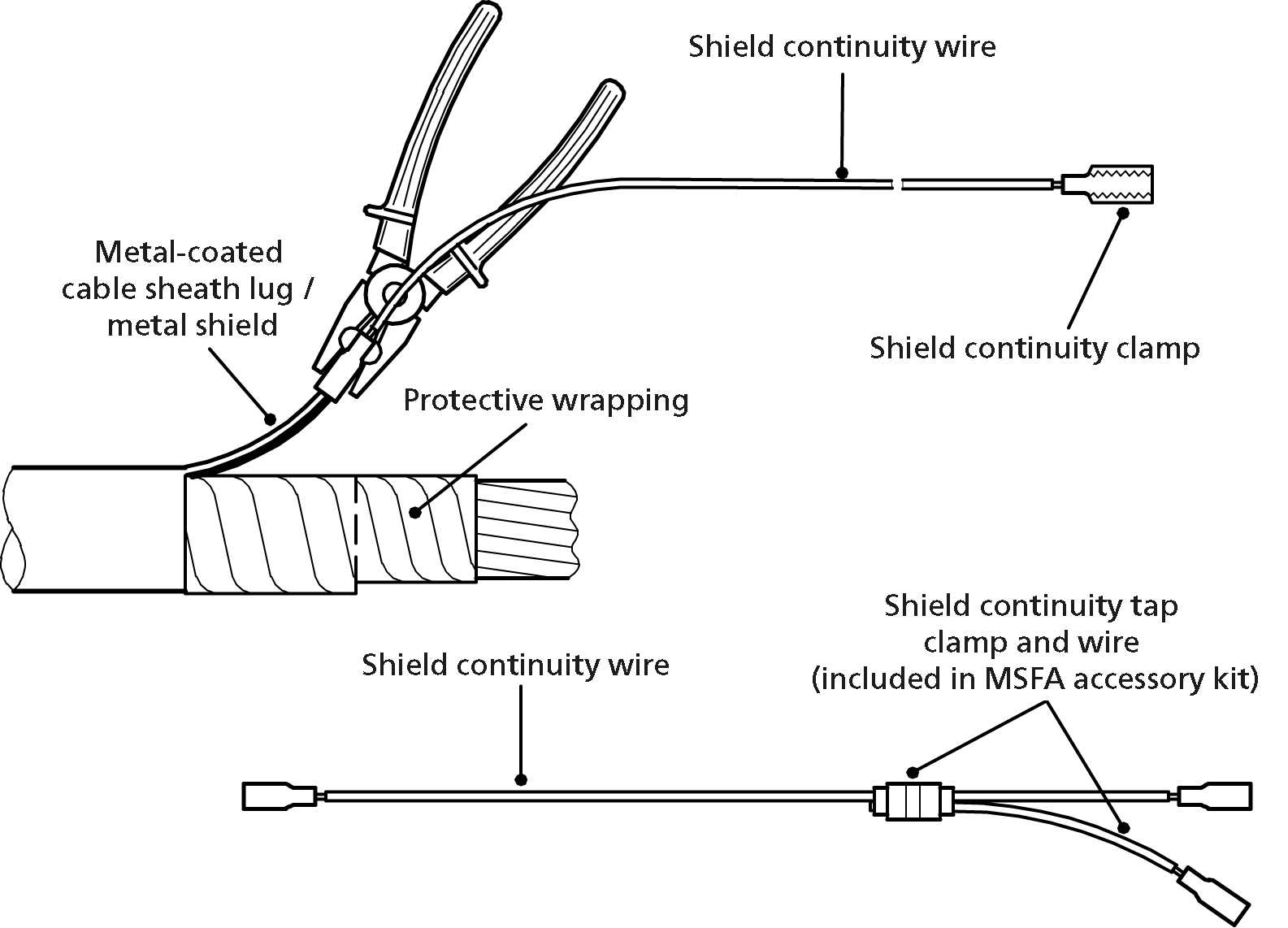
Create screen connection like the straight-through joint.
Assemble screen connection branch clamp and wire (take from MSFA and assemble according to the assembly instructions).
The MSFA accessories set is only required for branch joints.
-
-
During the kneading process, the resin and hardener are mixed and start an exothermic chemical reaction. The assembly instructions provided show a bag mixing time of 3 minutes. If the mixing time is shorter, the components are not sufficiently mixed. Contrary to popular opinion, the cast resin does not “dry”; if the reaction cannot occur, the mix will not harden. The electrically and mechanically required properties are not met in this case.
-
-
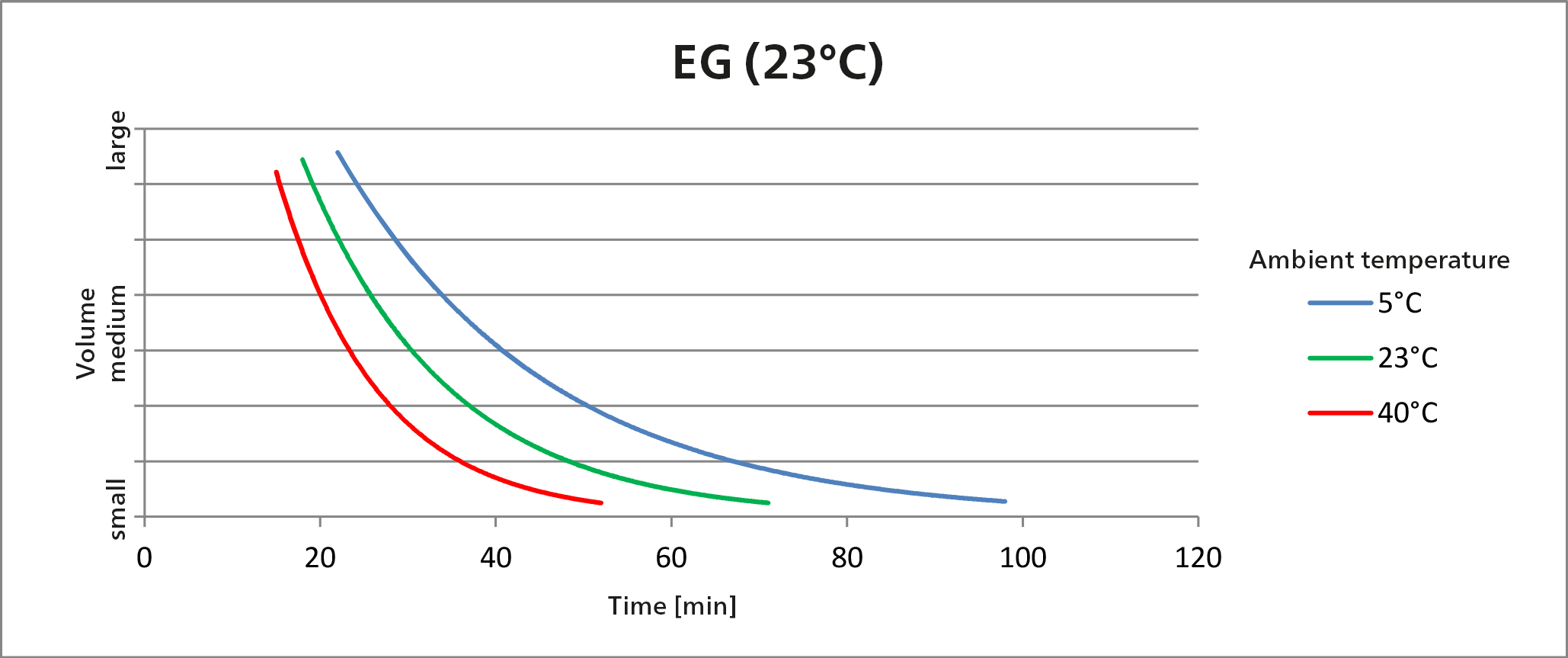
The hardening time of the liquid EG cast resin depends on the ambient temperature, component temperature and cast resin volume. The following diagramme contains more information on this topic:
-
-
The EASYCELL joints can be installed in a range from -10°C to +60°C.
After installation, the joints can be operated in a temperature range from -20°C to +90°C.
-
-
The heat shrinkable kits offered by BBC Cellpack are suitable for concealed installation. We do not recommend using individual tubes without hot-melt adhesive, since in this case, there is no protection against the penetration of moisture and the insulating function of the hose over the offset cable cannot be fulfilled.
-
-
The suitability of WAGO's spring clamp technology has been tested and approved for applications using PUR gel as well as for Cellpack's EG and CG cast resin types. There is no experience or test results beyond these approvals as to how the various other sealing materials available from Cellpack affect the plastic material of the clamps and whether the cast resins or gels have any effect on the long-term quality of the contact behaviour of the clamps. The application confirmation for further cast resin types is therefore not currently possible and can only be made after additional tests.
-
-
Whether a shrinkable sleeve can be used for repairing the cable sheath is based on the damage assessment of the cable manufacturer. The shrinkable sleeve is only used for mechanical protection and prevents the moisture ingress. The shrinkable sleeve does not fulfil any beneficial properties for operating E90 cables.
-
-
Test standard DIN EN 50393 does not contain any test of the entire system for the impact of gases.
Changes in the properties depending on the substance and concentration are also not tested.
-
-
If assembled correctly in accordance with the specifications in the assembly instructions, the cast resin systems are protected against water penetration up to 1m depth.
Test standard DIN EN 50393 contains corresponding tests at a water depth of 1m.
-
-
Polyurethane (PUR) cast resins consist of two components, one resin and one hardening component. Elements of the hardening component react more easily with water than with the PUR resin component. The mixture foams on contact with moisture. The electrically and mechanically required properties are not met in this case. Special cast resin systems, such as the UWR cast resin, are available when working in humid conditions.
-
-
Our cast resin systems have been tried and tested over decades. The electrical and mechanical properties after hardening create a permanent and reliable cable connection. We provide a wide range of cast resins for multiple application areas.
-
-
This new technology combines easy handling, unlabelled material and indefinite storage periods. The electrical properties after hardening create a permanent and reliable cable connection. We recommend to keep a minimum wiring distance between the terminals / cores and walls of the branch boxes.
-
-
Our heat shrinkable products have been tried and tested over decades. The electrical and mechanical properties after cooling down create a permanent and reliable cable connection. Heat shrinkable products can be ordered for stockpiling as they can be stored for indefinite periods.
-
-
The hardening time describes the time required for hardening 100% with the mechanical properties of components A and B. The pot life is a standardised term which colloquially is defined as processing period. Reactions may be quick or slow, depending on different temperatures.
-
-
The recommended processing temperature of POWER GEL is between +15 °C and +30 °C, whereas the thermal stability is between -40 °C and +150 °C.
-
-
The low voltage heat shrinkable tubes must meet the requirements of the DIN EN 50393 standard. This standard gives a detailed description of test methods and requirements for sets with a nominal voltage of 0.6 / 1.0 (1.2) kV. The standard properties and requirements for heat shrinkable tubes are contained in the DIN IEC 60684 standard (Part 1: Terminology and general requirements; Part 2: Test methods; Part 3: Requirements for individual tube types).
The allocation of protection classes (protection types) is part of DIN EN 60529 (VDE 0470). According to this standard, the scope of the protection provided by a housing against access to hazardous components, penetration of solid contaminants and/or water penetration has been proven with standardised test methods. In both cases (low voltage heat shrinkable cable joints / tubes), there is no additional housing, which makes it impossible to test the protection class.
-
-
BBC Cellpack Electrical Products has been selling cable accessories for low and medium voltage applications for more than 40 years. Based on feedback from our customers and their records, as well as the very low number of complaints, it can be stated that safe operation of our cable accessories for low voltage and medium voltage applications is achievable for a period of more than thirty years.
Important note on warranty:
BBC Cellpack Electrical Products is only supplying components (kit) with installation instructions describing their assembly steps. The assembly of the cable accessories itself is not carried out by BBC Cellpack, but by the customer or an assembly company appointed by the customer. In general, in accordance with legal requirements, BBC Cellpack Electrical Products can only provide warranty for the components (kit) supplied, but not for the assembled cable accessories, as BBC Cellpack Electrical Products has no necessary influence on the quality of cable preparation and assembly of the cable accessory or their operation in the network. The cable accessories are free from material defects if they are suitable for the use stipulated in the contract at the time of handover to the customer. The specification of the expected lifetime does not represent a guarantee, assurance, quality agreement or other commitment binding on the seller and also does not represent an extension of the warranty period beyond the warranty within the framework of the statutory periods.
Description of various factors influencing the service life of cable accessories:
There are several factors that can negatively affect the service life of a cable accessory. In our experience, these include normally and not exclusively cable preparation and assembly, network operation or the network conditions themselves, as well as the storage of the kit or the temperature at which the installation is carried out. Due to the many possible influencing factors, this list does not claim to be complete. A legally binding general statement on the service life by BBC Cellpack Electrical Products is therefore not possible and will not be given by us. Influence of cable preparation and assembly on the service life of cable accessories: Basic requirement to achieve the lifetime are careful and clean cable preparation in accordance with the state of technology, but also careful and conscientious compliance with the work steps specified in BBC Cellpack installation instructions. In addition to this requirement, only components supplied from the manufacturer as part of the kit or recommended or approved by the manufacturer, for example connectors qualified according to IEC61238, may be used for proper installation and function of the product. For proper installation as a prerequisite for a long service life, user training is recommended for new products or technically complex solutions.
Influence of network operation or network conditions on the service life of cable accessories:
The service life of a product always depends on the conditions of the power supply network acting on the product. BBC Cellpack Electrical Products cable accessories are type-tested in the low-voltage range in accordance with or based on the EN50393 standard, and in the medium-voltage range in accordance with or based on the HD629 standard. Electrical, mechanical or thermal stresses exceeding the requirements of these standards may have significant effects, i. e. lead to a reduction in the service life of the cable accessories. Thus, no estimate of the possible or remaining service life can be made if, for example, effects of short circuits or transient voltage increases due to switching operations or lightning surge voltages have occurred. The application of the aforementioned standards is not legally binding. However, even if all standards are applied, not all of the influencing factors that may affect the service life of cable accessories are conclusively.
Influence of the storage conditions of the delivered product as well as the temperature during installation on the service life of cable accessories:
In the question of proper storage conditions, a distinction must be made according to the technology used: Components and products using cast resin, gel or cold shrink technology or other cold-applied products may be subject to restrictions on storage time, restrictions on storage conditions or recommendations on installation conditions. Corresponding information on the maximum permitted storage time, the recommended storage conditions and the recommended temperature range for assembly can be found in the product documentation and is also listed in brief form on the product label/label.
-
-
1. Instruction of transportation and storage:
Storage conditions
| Temperature range | 0...+40°C |
Deviations from these conditions during storage can lead to restrictions in the function of individual components and in individual cases make assembly difficult or impossible.
2. Instructions of Mounting:
3. Operation:
Operating temperature range (always dependant also on the cable criteria):
| SMH4 - Heat shrink joints for LV cables – operating temperature range of heat shrink tubes of the kits | -40°C up to +120°C |
| SKH – Heat shrink end caps | -40°C up to +100°C |
| SEH - Heat shrink spreader caps | -40°C up to +100°C |
| SRH3 - Heat shrink thick wall tube | -40°C up to +120°C |
| SRMAHV - Heat shrink repair sleeve | -40°C to +120°C |
The more information on individual product characteristics can be found in the product data sheet.
-
-
The requirements placed by the customer/user on the end product and the requirement for its proper function in its operating environment are important.
In general, halogen-free heat shrinkable components can also be used on cables that contain halogen (PVC) and heat shrinkable components that contain halogen (e.g. flame-retardant hoses) can generally also be used on halogen-free cables (PE, XLPE).
-
-
The recommended storage temperature for PUR cast resin products offered by BBC Cellpack is between 15°C and 35°C.
-
-
Cast resin have excellent electrical insulating properties. Different cast resins can be selected for different application areas:
EG: Universal cast resin for plastic, paper-insulated low voltage cables, telecommunication cables and messaging cables. EG is protects medium voltage cables from mechanical impacts and moisture.
GG: Special cast resin for health and safety at work due to reduced hazardous substance labelling. GG is suitable for plastic aand paper-insulated low voltage cables.
FG: Flexible cast resin is suitable for repairing damaged cable sheaths and connecting flexible cables.
UG: Meets tougher fire protection requirements and is used in the mining industry.
UWR: Is water-resistant and makes it possible to cast whilst exposed to moisture.
WG: The hardened moulding material can be easily removed again using small tools.
CG: Environmentally friendly removable cold casting mass made on a hydrocarbon basis. CG is free from silicones and isocyanates and has no hazardous substances label.
-
-
Use standard over-the-counter crimping pliers. Please enquire with the manufacturer of your choice.
-
-
The SR1F and SR1F3 tubes are permitted in accordance with UL. Both tube types are listed in the UL list under document number E172094.
-
-
- The tools in the table have been tried and tested as assembly tools. A manufacturer-independent release of impact wrenches is not possible according to the current status, since only tested devices can be released (product liability).
- Notes on assembly: The tools must not have any defects and must be used properly and according to the enclosed instructions. They must also be positioned correctly and perpendicular to the shear bolt.
- There must be no leverage effect on the shear bolt. Suitable tool inserts (one-piece) must be used. The battery must be sufficiently charged. The assembly must be carried out according to the assembly instructions. The connectors or cable lugs must be approved for the respective application.
Approved screw connectors and cable lug types from | Tool type |
|---|
| BBC Cellpack | - TYCO IT-1000-023 (manufacturer: Hitachi)
- TYCO IT-1000-033 (manufacturer: Hitachi)
- ASKO compact type BTW 250 FRE (manufacturer: Makita)
- ASKO professional type BTW 151 RJEX (manufacturer: Makita)
- Pfisterer type C18 IW (manufacturer: Milwaukee)
- Type PIW 14.4 SD ½" (manufacturer: Milkauwee)
|
| Arcus | - TYCO IT-1000-023 (manufacturer: Hitachi)
- TYCO IT-1000-033 (manufacturer: Hitachi)
- ASKO compact type BTW 250 RFE (manufacturer: Makita)
- ASKO professional type BTW 151 RJEX (manufacturer: Makita)
- Pfisterer type C18 IW (manufacturer: Milwaukee)
|
| GPH | - TYCO IT-1000-023 (manufacturer: Hitachi)
- TYCO IT-1000-033 (manufacturer: Hitachi)
- ASKO professional type BTW 151 RJEX (manufacturer: Makita)
- ASKO compact type BTW 250 … (manufacturer: Makita)
- ASKO compact type DTW 250 … (manufacturer: Makita)
- ASKO compact type DTW 280 … (manufacturer: Makita)
- ASKO compact type DTW 285 … (manufacturer: Makita)
- Pfisterer type C18 IW (manufacturer: Milwaukee)
|
| |
-
-
There are currently no sets available for EX areas due to normative changes.
